Как согнуть профильную трубу
Сгибание профильной трубы – это как раз тот случай, когда без специального инструмента с поставленной задачей вам просто не справиться. Несмотря на кажущуюся не слишком прочной конструкцию, профильная труба (прямоугольного или квадратного сечения) даже с небольшой толщиной стенок способна выдержать значительные нагрузки без деформации.
Именно поэтому ее достаточно часто применяют в качестве каркаса для различных облегченных строений. Но если в силу необходимости у вас возникла потребность придать профильной трубе криволинейную форму, вам следует знать, как правильно ее согнуть без повреждения.
Зачем нужно знать характеристики профиля

Профильный трубопрокат в отличие от круглого отличается формой сечения, которая бывает нескольких видов:
- квадратная;
- плоскоовальная;
- прямоугольная;
- овальная.
Как гласит регламент ГОСТа Р 54157-2010 в перечень профильной продукции также должна входить круглая труба. Однако для строительства теплиц чаще используется именно квадратная форма, так как к ней проще прикреплять покрытие.
Сегодня трубопрокатная продукция производится в широком ассортименте. Она различается по площади сечения, конфигурации и по толщине стенок. То есть касательно сгибания труб называется минимальный радиус закругления. Для начала следует определить минимальный радиус плоской округлой деформации. В противном случае заготовка не «переживет» сгибания и повредится.
 Варианты сгибания труб
Варианты сгибания труб
Так, для определения наименьшего допустимого радиуса сгибания прямоугольной или квадратной трубы следует знать высоту (h) профиля, так как:
- трубопрокат с высотой выше 2 см способен выдержать без потерь деформации на участке длиной 3,5×h и больше;
- трубопрокат высотой до 2 см способен выдержать без потерь деформации на участке длиной 2,5×h и больше.
Отталкиваясь от этих лимитов, можно начинать конструировать процесс изготовления из профильной трубы полочки, стеллажи, рамы для форточек, окон и дверей, а также другие изделия. Также некоторые корректировки вносит и толщина стенок.
Если толщина стенок широкой трубы меньше 2 мм, то гнуть ее вообще не рекомендуется. В таком случае предпочтительней воспользоваться сваркой.
Если вы решили сделать теплицу из обычных низкоуглеродистых и углеродистых стальных сплавов, то они имеют свойство слегка «пружинить», т. е. возвращаться в свое исходное положение. Поэтому перед монтажными работами каждую арочную дугу необходимо будет перепроверить и при необходимости подогнуть по шаблону.
Способы сгибания
 Изгиб профильных труб
Изгиб профильных труб
Профильную трубу можно согнуть либо вручную (с помощью ручного трубогиба), либо с помощью специального станка. Выбрать способ, можно опираясь на следующие основные моменты:
- если вам требуется согнуть небольшое количество профильных труб (от 1 до 5), то сделать это проще вручную;
- при больших размерах сечений труб и значительной толщине стенок вам придется воспользоваться станком-профилегибом;
- небольшой радиус закругления можно выполнить как вручную, так и используя станок.
Если вы не считаете себя человеком, обладающим значительной физической силой даже при использовании для ее усиления длинного рычага, то вам лучше не рассматривать вариант с ручным трубогибом.
Кроме того, если вы не собираетесь заниматься изгибом труб постоянно, то покупать какой-либо специальный инструмент для этих целей вам будет финансово невыгодно. В качестве выхода из такой ситуации можно:
- обратиться за помощью в ближайшую мастерскую, занимающуюся подобными работами;
- смастерить станок для сгибания профильных труб самостоятельно из подручных материалов;
- воспользоваться способом сгибания труб с помощью «болгарки» и сварки.
Сгибание трубы для теплицы

Здесь опишем 2 метода сгибания: нагревом и холодный метод.
Нагрев

Перед тем как вы начнете деформировать материал методом нагрева, его полость заполните песком. Это позволит значительно увеличить качество обработки, например, сгиб будет равномерным.
Для работы обязательно используйте брезентовые рукавицы.
Так, процесс работы выглядит следующим образом:
- Из деревянного бруска сделайте 2 пирамидальные заглушки. Их длина должна быть больше в 10 раз основания ширины. Что касается площади основания заглушки, то она должна быть в 2 раза больше отверстия трубы квадратного или прямоугольного сечения.
- Далее примерьте заглушки на трубу. На одной из них необходимо проделать пазы, чтобы из трубы в процессе нагревания могли выходить газы.
- Непосредственно перед процессом сгиба, заготовку следует обжечь.
- Теперь нужно заполнить внутренность трубы песком средней зернистости. В его составе должны быть полностью исключены камушки и гравий. Для этого весь песок просейте. Если в песке будут крупные фракции, то они могут посодействовать формированию неправильного рельефа изгиба. По этой причине песок следует просеять через сито с ячейками 0,7 мм. Если останутся пылеватые частицы, то при нагревании трубы они спекутся внутри.
- После очистки песка, всю массу прокалите при температуре 150°С.
- После этого один конец трубы забейте заглушкой, на которой нет каналов для отвода газов. На другую сторону трубы установите воронку и через нее порционно засыпайте песок. Периодически постукивайте стенки трубы, чтобы наполнитель мог хорошо уплотниться. Если звук при ударе деревянной киянки пустой, то это означает что труба заполнена хорошо.
 Согнутая профильная труба
Согнутая профильная труба
- Закройте трубу пробкой.
- Место, которое следует гнуть, необходимо отметить мелом.
- Теперь трубу зажимаете с шаблоном в тисках. Если труба имеет сварной шов, то его расположите сбоку. Вдоль шва растягивать не рекомендуется.
- Отмеченный участок раскаливаете докрасна, а затем аккуратно придаете трубе необходимую форму. Сгибать следует в один прием поступательными движениями.
- Когда заготовка остыла, сравните ее с шаблоном. Если все совпадает и повторить процедуру не нужно, то можно выжечь пробки и высыпать песок.
В этой работе нельзя суетиться и спешить. Лишнее движение может искривить заготовку. Более того, важно соблюдать технику безопасности, ведь работать придется при большой температуре.
Нагревать трубы несколько раз не стоит. Под воздействием температурного шока, материал попросту теряет свою прочность, хуже всего она может разорваться при очередном ее накаливании до 800°С. Поэтому все следует сделать с первого раза. В таком случае вам получится сделать необходимые заготовки для сооружения теплицы.
Холодный метод

Выполнить деформацию трубы можно и не прибегая к нагреву. Процесс сгиба холодным методом может выполняться как с наполнителем, так и без него. Например, если материал имеет высоту профиля до 1 см, то наполнитель не нужен. Если труба толстая, то ее заполнять песком необходимо. Также можно заполнить канифолью.
Хорошей альтернативой является пружина, которая устанавливается непосредственно на участке сгиба. За счет пружины, материал в местах сгиба будет защищен от резкого изменения сечения профиля. В этой статье рассматривается несколько методик того, как можно согнуть профильную трубу холодным методом.
Без трубогиба
 Без использования трубогиба
Без использования трубогиба
Как уже говорилось можно использовать пружину, а также в комплекте с ней паяльную лампу. Для этого необходимо подготовить стальную проволоку Ø2 мм. Из нее изготавливаете пружину, чтобы она могла плотно войти внутрь трубы. Как вариант можете купить уже готовую пружину, предназначенную для гибки труб.
Так, пружина вставляется в отмеченное место и нагревается паяльной лампой.
Трубогибом
 Трубогиб
Трубогиб
Под таким устройством подразумевается несколько типов устройств, которые позволяют гнуть трубу с разным сечением как для теплиц, навесов, домашних оранжерей и других сооружений где используются металлические элементы каркаса. Трубогибы подразделяются на два типа:
- Роликовый. Очень часто его называют – профилегиб. Он применяется для сгибания трубы по плавным радиусам. Гибка проходит по принципу вальцовки трубы.
- Гидравлический рычажный. Эта техника также позволит выгнуть трубу под нужный угол. За счет специального рычага гнутье труб выполняется легко.
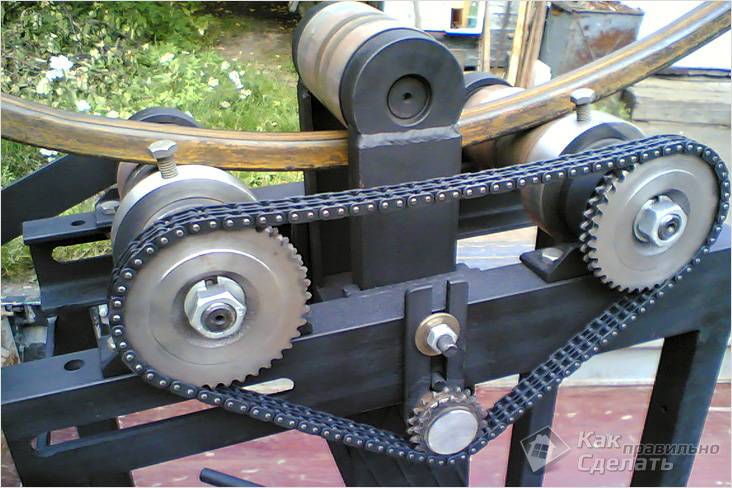
 Самодельный трубогиб
Самодельный трубогиб
В целом использование трубогиба имеет ряд преимуществ, вот некоторые из них:
- Задействует меньше трудозатрат. При использовании устройства с электроприводом усилия вообще сводятся к нулю.
- Нет необходимости проводить сварочные работы, а также использовать добавочные фитинги.
- Благодаря соблюдению технологии сгиба, труба сохраняет свои технические характеристики и предотвращаются заломы и сплющивания.
- Готовые изделия получают идеально точную форму.
Самое сложное остается правильно выбрать станок. Выбор может зависеть от используемых труб, а именно от материала, из которого они сделаны. Например, если необходимо согнуть медную трубу, то достаточно использовать ручной трубогиб. Но если говорить за профильную трубу, то для ее сгиба лучше всего использовать роликовый трубогиб.
Ручной трубогиб

Ручной трубогиб – это приспособление, позволяющее согнуть трубу определенного сечения, приложив физические усилия. Трубогиб позволяет закрепить сгибаемую трубу для облегчения всей работы, а также подобрать необходимый радиус изгиба, ориентируясь на имеющиеся в его комплекте шаблоны.
Из-за довольно высокой физической сложности работы на ручном трубогибе его обычно применяют только для создания единичных гнутых профильных труб.
Модели отечественных ручных профилегибов

Одним из востребованных профилегибов является ручной станок «ПГ-1» и «ПГ-2». Первый вариант представляет собой достаточно мобильное устройство. Благодаря этому процесс сгиба можно осуществлять непосредственно на месте работы. Им можно сгибать трубы размером 40×40 мм. По своей конструкции оборудование имеет станину и 3 ролика, которые закреплены на ней. Центральный, а он и есть прижимной ролик осуществляет протяжку трубы. Удобная рукоятка позволяет проводить процесс работы достаточно легко.
 Профилегиб ПГ2
Профилегиб ПГ2
Что касается другой модели «ПГ-2», то ее конструкция отличается большей мощностью. На этом станке можно сгибать трубы 30×60 мм. При необходимости на этом станке можно согнуть трубу в кольцо.
Станок для сгибания
 Профилегиб электромеханический
Профилегиб электромеханический
Специальный станок, позволяющий согнуть трубы, не прикладывая при этом значительных усилий, называют профилегибом. Его единственным недостатком является высокая стоимость, поэтому его обычно используют в работе те, кто вынужден довольно часто изгибать трубы.
Используя станок, вы можете получить любой радиус изгиба профильной трубы без ее разрушения и деформации.
Сгибание происходит постепенно и поэтапно, каждый раз на небольшой угол изгиба, что позволяет предотвратить появление гофрированных участков, устранить которые практически невозможно. Отсутствие при применении этого вида оборудования рывков в работе дает возможность поверхности трубы остаться гладкой, так как сжатие одной стороны и растяжение другой происходит одновременно и очень медленно.
Для улучшения качества выполняемой работы рекомендуется дополнительно использовать метод сгибания профильной трубы, полностью заполненной жидкостью. Гидростатическое давление, появляющиеся при этом, не дает стенкам трубы деформироваться при изгибе. Чтобы жидкость не вылилась из трубы, на ее концы надеваются специальные заглушки. При этом следует очень внимательно следить за тем, чтобы труба была заполнена жидкостью полностью, без воздушных пузырьков. Кроме того, начинать сгибание такой трубы следует строго по центру, а не с краев.
«Болгарка» и сварка
 Пробуем болгаркой
Пробуем болгаркой
Если вам необходимо согнуть одну профильную трубу, имеющую толстые стенки и большой размер сечения, то можете воспользоваться для этих целей «болгаркой» и сварочным аппаратом:
- Прежде всего, необходимо точно определить необходимый радиус изгиба, сделав шаблон из древесины.
- Затем следует каждые 5-10 сантиметров по длине трубы выполнить «болгаркой» надрезы трех ее сторон, оставляя целой всегда одну и ту же сторону трубы.
- После этого трубу необходимо приложить к шаблону и аккуратно и равномерно согнуть до необходимой формы.
- Далее вам остается лишь воспользоваться сварочным аппаратом и заварить все выполненные разрезы, вновь придав целостность трубе.
- Закончив сварочные работы, вам придется отшлифовать швы и покрыть трубу защитным слоем краски, чтобы предотвратить ее повреждение ржавчиной.
Так как согнуть профильную трубу по данной технологии быстро не получится, к тому же требуются навыки по работе с «болгаркой» и сварочным аппаратом, то этот способ используется редко и только для единичных конструкций.
Помогла ли вам статья?





